
Space-saving, highly precise, cost-effective, affordable.

A real top performer:
The Noviform Smart series was designed for minor and medium cavity sinking processes that nevertheless require high precision. And that is exactly what it delivers: reliably, powerfully and with permanent accuracy. The Smart-series have an easy access and it is the most space-saving machine on the market.
The concept of Noviform Smart-series is time-tested as it is based on the well-proven technology of its predecessors. An extremely rigid casting combined with massive contact guides prevent vibrations and provide perfect stability.
Noviform Smart-S-Series with double Z-axis stroke!
Biggest distance under spindle platen in the market!!

Probably the least complicated EDM machine available!
At a single glance the machine operator has a visual overview of the complete machining process. From the 3 axis Digital Read Out display showing the electrode position to the specific machining parameters, all is set simply by a few clicks.
Only inputs:
- Machine direction (up/down cutting)
- Electrode type and material to be machined
- Electrode size
- Electrode wear rate
- Peak current
- Machining depth
The optimal machining parameters generated by the fuzzy logic microprocessor will be automatically set.
ZNC with Easy operation dialogue interface system
- Automatic parameter change: Fast erosion to finish erosion.
- Equal pulse power supplier: When big size electrode or depth erosion the computer can calculate the erosion parameters specific for accuracy or for speed.
- ARC & Short circuit Protection: Automatic monitor of erosion status, when ARC or Short Circuit, generator will detect GAP feedback signal and adjust erosion frequency.
- Safety Protection: Auto Fire detection system, ARC Protection and Oil Level Detection provide safety security system.
Compact Design
Controller cabinet integrated in Machine
| MODEL | NOVIFORM Smart 300 | NOVIFORM Smart 350S | NOVIFORM Smart 450S | |
|---|---|---|---|---|
| Structure | Compact - Integrated | Compact - Integrated | Compact - Integrated | |
| X,Y travel | mm | 300x200 | 350x250 | 450x350 |
| Working table size | mm | 500x300 | 630x350 | 700×450 |
| Spindle travel – Z | mm | 200 | 200 | 250 |
| Spindle Head travel | - | 200 | 250 | |
| Electrode connect platen to work-table | mm | 360 - 560 | 270 - 630 | 250 - 600 |
| Electrode platen to work-table with Orbital Head | mm | 260 – 460 | 170 – 530 | 150 - 500 |
| Max. loading of spindle | kg | 25 | 50 | 75 |
| Max. loading of worktable | kg | 300 | 500 | 700 |
| Work tank internal size | mm | 835x550x320 | 885x570x380 | 1180×620×450 |
| Machine dimensions | mm | 1320x1150x2060 | 1335x1210x2080 | 1485×1420×1980 |
| Oil tank size | mm | 1220x1000x450 | 1355x1000x450 | 1355×780×450 |
| Weight | kg | 1160 kg | 1240 kg | 1680kg |
| Electric cabinet parameter and specification | Ampère | ECO-40AMP | ECO-40AMP | ECO-40AMP |
| Max processing current | A | 40 | 40 | 40 |
| Processing speed in steel | mm³/min | 220 | 220 | 220 |
| Min electrode consumption | % | < 0.2 % | < 0.2 % | ≤0.2% |
| Best roughness | µm | Ra<0.8 | Ra<0.8 | Ra<0.8 |
| Max power consumption | kW | 4,5 | 4,5 | 4,5 |
Split Design
Controller in separate cabinet
| MODEL | NOVIFORM 450S | NOVIFORM 500S | NOVIFORM 700S | |
|---|---|---|---|---|
| Structure | Split Design | Split Design | Split Design | |
| X,Y travel | mm | 450x350 | 500x400 | 700x600 |
| Working table size | mm | 700x450 | 800x500 | 1200x700 |
| Spindle travel – Z | mm | 250 | 250 | 300 |
| Spindle Head travel | 250 | 250 | 300 | |
| Electrode connect platen to work-table | mm | 250 - 600 | 260 - 650 | 400 - 1000 |
| Electrode platen to work-table with Orbital Head | mm | 150 - 500 | 160 - 550 | 300 - 900 |
| Max. loading of spindle | kg | 75 | 100 | 100 |
| Max. loading of worktable | kg | 700 | 1000 | 2000 |
| Work tank internal size | mm | 1180x620x450 | 1255x705x480 | 1940x1050x600 |
| Machine dimensions | mm | |||
| Oil tank size | mm | |||
| Weight | kg | 1720 | 1940 | 3560 |
| Electric cabinet parameter and specification | Ampère | ECO-40/80/100AMP | ECO-40/80/100AMP | ECO-40/80/100AMP |
| Max processing current | A | 40 - opt 80 or 100 | 40 - opt 80 or 100 | 40 - opt 80 or 100 |
| Processing speed in steel | mm³/min | 220/510/600 | 220/510/600 | 220/510/600 |
| Min electrode consumption | % | ≤0.2% | ≤0.2% | ≤0.2% |
| Best roughness | µm | Ra<0.8 | Ra<0.8 | Ra<0.8 |
| Max power consumption | kW | 4.5 / 7.5 /12.5 | 4.5 / 7.5 /12.5 | 4.5 / 7.5 /12.5 |
This entry level machine gives high accuracy results and most engineers can be trained to begin successful sparking in less than ONE hour.
ZNC with Easy operation dialogue interface system
■ Automatic parameter change: Fast erosion to finish erosion.
■ Equal pulse power supplier: When big electrode or depth erosion the computer can calculate the speed special for accuracy or for speed.
■ ARC & Short circuit Protection: Automatic monitor of erosion status, when ARC or Short Circuit, generator will detect GAP feedback signal and adjust erosion frequency.
■ Safety Protection: Auto Fire detection system, ARC Protection and Oil Level Detection provide safety security system.
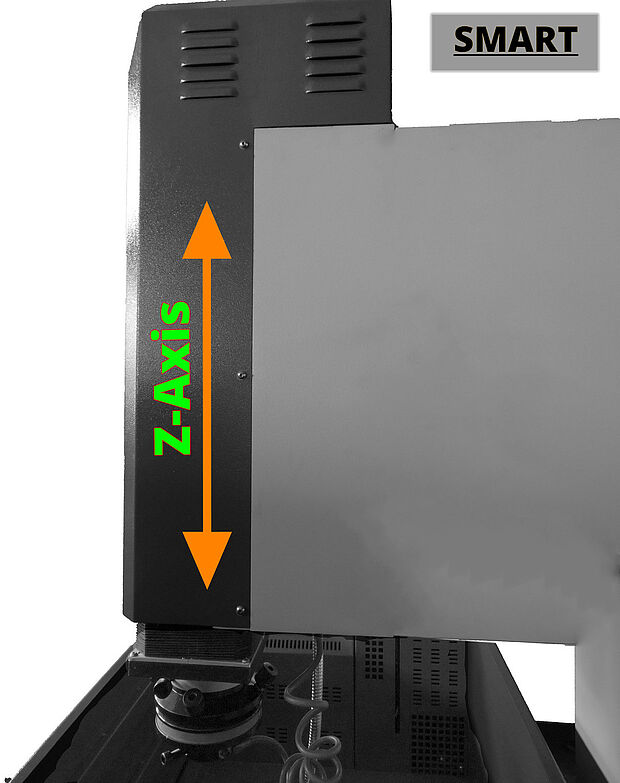
SMART- Series
One Zaxis
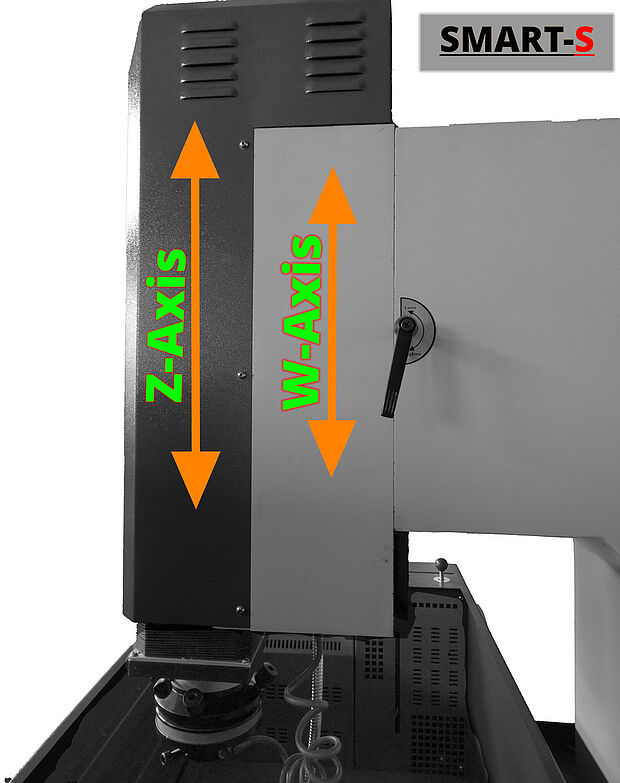
SMART-S Series
One Z-axis and One W-axis
Double length Z-axis stroke
Download Noviform Smart Catalog
Download now
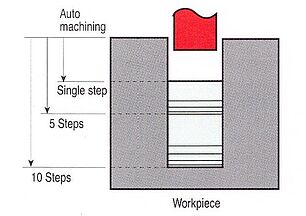
Easy programmable Z-axis movement
From a single step up to 10 programmable steps
Each step can contain different machining parameters.
The machining parameters can be modified at any time during cutting without affecting the stored program.
Once the above are entered, the machine will auto set, and carry out machining automatically.
It will alter setting if it encounters poor cutting conditions, and revert once they are cleared.
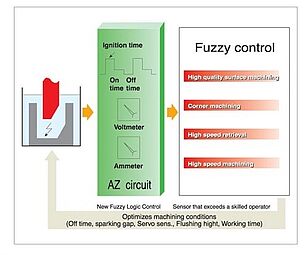
New Third Generation Fuzzy logic control system
Novick EDMs use FUZZY logic in spark machining where only needs to input material of electrode and work piece, maximum current, minimum current and then the controller auto sets all the machining parameters from rough to finish. This feature gives speed, precision, finish on workpiece and minimum wear on electrode.
The fuzzy logic control system is a basic form of adaptive control it monitors the important machining parameters. If the machine encounters a problem whilst cutting, the parameters are automatically adjusted until the problem is cleared, then the control will revert to using the original settings
Using the new fuzzy logic control system, most users have seen considerable improvements in machining time, surface finish, especially when machining thin ribs, and electrode wear rates.
NOVIFORM 350S and 450S: 200 and 250mm additional vertical travel
Special design of NOVIFORM 350S/450S Spindle Head includes 200mm/250mm additional vertical travel, parallel to Spindle Z axis.
Whole unit of Spindle Head can be positioned in a range of 200/250 mm, in order to allow better adjustment of machining height depending on work-piece size. Up and down travel of Spindle Head is motorized and it is actuated by push button on the control panel.
Total Z-stroke is 400/500 mm with MAXIMUM 650/700 mm under spindle nose.
Additional positioning travel of Spindle Head increases the machining capability of wider range of parts in size and shape. Higher position of Spindle Head also allows working with the Orbital Head special accessory.
ORBITAL HEADS (optional)
Every NOVIFORM SMART Die sinker can be boosted with an orbital head providing higher machining, precision and superior surface quality. Orbiting - or vectoring - EDM machines use one electrode to rough and finish a job, thus eliminating the need for separate roughing and finishing electrodes. The results are a significant timesavings with polishing and finishing because the cavity walls are maintained smooth and perpendicular to the part, as well as less money spent on electrode materials.
The machine gives you the ability to perform a Z-axis burn, and orbit or vector out to the desired size independent of the lectrode size. A normal burn without orbital head, requires you to know the precise overcut, have perfect flush and requires the use of multiple electrodes - generally one rougher and one or two finishers - and still does not guarantee to eliminate taper. The same burn done on an orbiting machine uses fewer electrodes - generally a rougher and a finisher.
Orbiting (radial movement) or vectoring (angular movement) the electrode provides better flush conditions, eliminates taper on the cavity walls and lets you control the desired size. During the EDM, material is being removed by the electrical discharge. The debris (molten chips and electrode particles) are traveling up the cavity walls - creating a secondary discharge that causes a taper effect, also known as bellmouth, as they leave the cavity. Once you reach the desired Z-depth, orbiting or vectoring movement allows you to remove the taper caused by this secondary discharge. The taper will be removed using the same settings used in roughing the cavity. Once the taper is removed, you orbit or vector out until the desired surface finish is achieved by stepping down your power settings. The orbiting or vectoring movement also creates a vacuum - pulling clean dielectric fluid into the gap and forcing the molten chips out, which provides a better finish.
The purpose of an orbit pattern is to enlarge the size of the final cavity while maintaining control of the shaped geometry. Use of a circular or square (2-axis) orbit pattern will affect the shape of the final produced cavity differently, so the selection of one type over the other is strictly dependent on the shape of the electrode and the specific geometry requirements of the final work piece. The use of a wrong orbit pattern may result in incorrect radii size or the machining of unwanted flats in the final part.
!! When the Circular Orbital Head is mounted, distance between electrode plate and table is +-100/200 mm shorter (depends model) !!
Orbital C head
circular orbit pattern
Circular Orbiting Pattern
- Maximum load weight: 50 Kg (25K for 250S)
- The maximum amount of translation (mm): 2
- Return to zero precision (mm): + 0.005
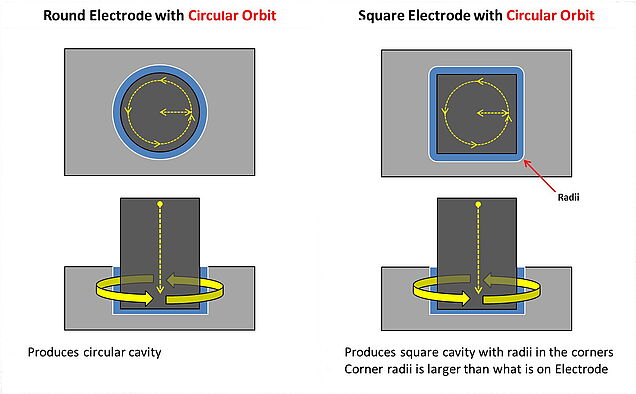
The circular orbit pattern is the most commonly used. This pattern increases the size of the electrode geometry uniformly on all sizes, but will increase the size of any internal radii. When using a circular orbit with a square or rectangular electrode, the produced internal radii size in the corners will be increased and be larger (Overburn + Orbit Amount).
Circular orbiting function setup and action by novick

Orbital XY head
2 axis vectoring movement
X-Y orbiting/vectoring motion
Circular tracking, tracking the square, square side, arbitrary circumferential angle bisecting continuous, symmetric with arbitrary angles and arbitrary angle lateral
- Maximum load weight: 30KG
- XY mobile distance: 0.001mm-3.0mm
- Reciprocating precision: 0.01mm
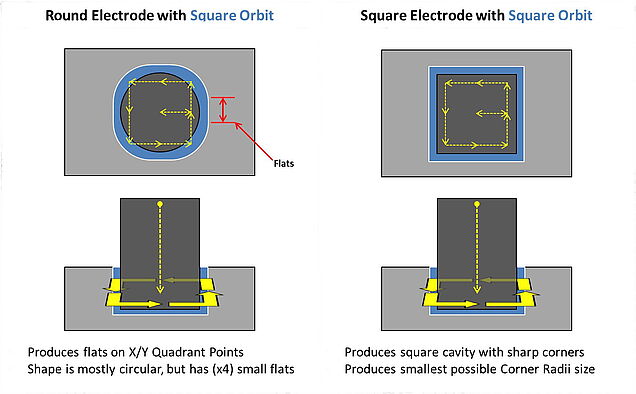
A square orbit pattern increases the size of the electrode geometry uniformly on all sizes, and will produce the smallest possible inside corner radii. When using a square orbit with a circular electrode, there will be (x4) flats produced. These flats will occur at the X/Y quadrant points, and the size of the flats will be equal to the size of the orbit pattern amount.
We have an upgraded model since 05-2018 with 5° orientation steps
Machine Meticulous Manufactured
High Standard Quality Control
Stiffness and precision are hallmarks of the new NOVIFORM SMART units. State-of-the-art methods have been used in their development, while the finest of modern machining and assembly techniques have gone into their construction.
Each machine is verified with a laser that checks the positioning of each axis to make sure it meets the norm of VDI 3441. Also, each machine must comply with the restrictions according to ISO 230-4.
- Compact space-saving design with integral dielectric system and generator for machining of small and medium-size parts
- X/Y axis use High grade Class of ball screw to keep easy transmission and high accuracy.
- Machine casting use strong material and season cast iron to release of casting inner strain to keep machine body high rigidity without bending.
- Machine construction according computer tensile strength, resist compression and stiffness strain.
- NC controlled feed on Z axis (ZNC)
- Integral design with compact footprint
- Precision co-ordinate table with needle roller bearings on symmetric guideways
- Highly accurate work head with the quill running on pre-loaded cross roller bearings
- Two-door, large work tank for ease of loading and unloading of the workpiece
- Rigid machine bed made of high-quality cast-iron
- Linear scales in all axes to ensure constant precision
- Di-electric tank integrated in the machine frame
- Manual central lubrication for table guides and spindles
- Servo drive on Z axis for fine-tuning of system stability
- User-friendly, easy to learn operation
- Parameters are entered directly at the control panel and can easily be optimized
- A total of 10 sets with positions and amperages or finishing steps can be entered
- Full safety interlock s including standard infrared &heat detector
Download here your latest Catalogue of this machine!
Novick Catalogue download
Catalogue Noviform Smart
Affordable quality Die sinking machine for every tool- and workshop